
|
|
盤式定子沖壓卷繞
盤式定子沖壓卷繞 副標題 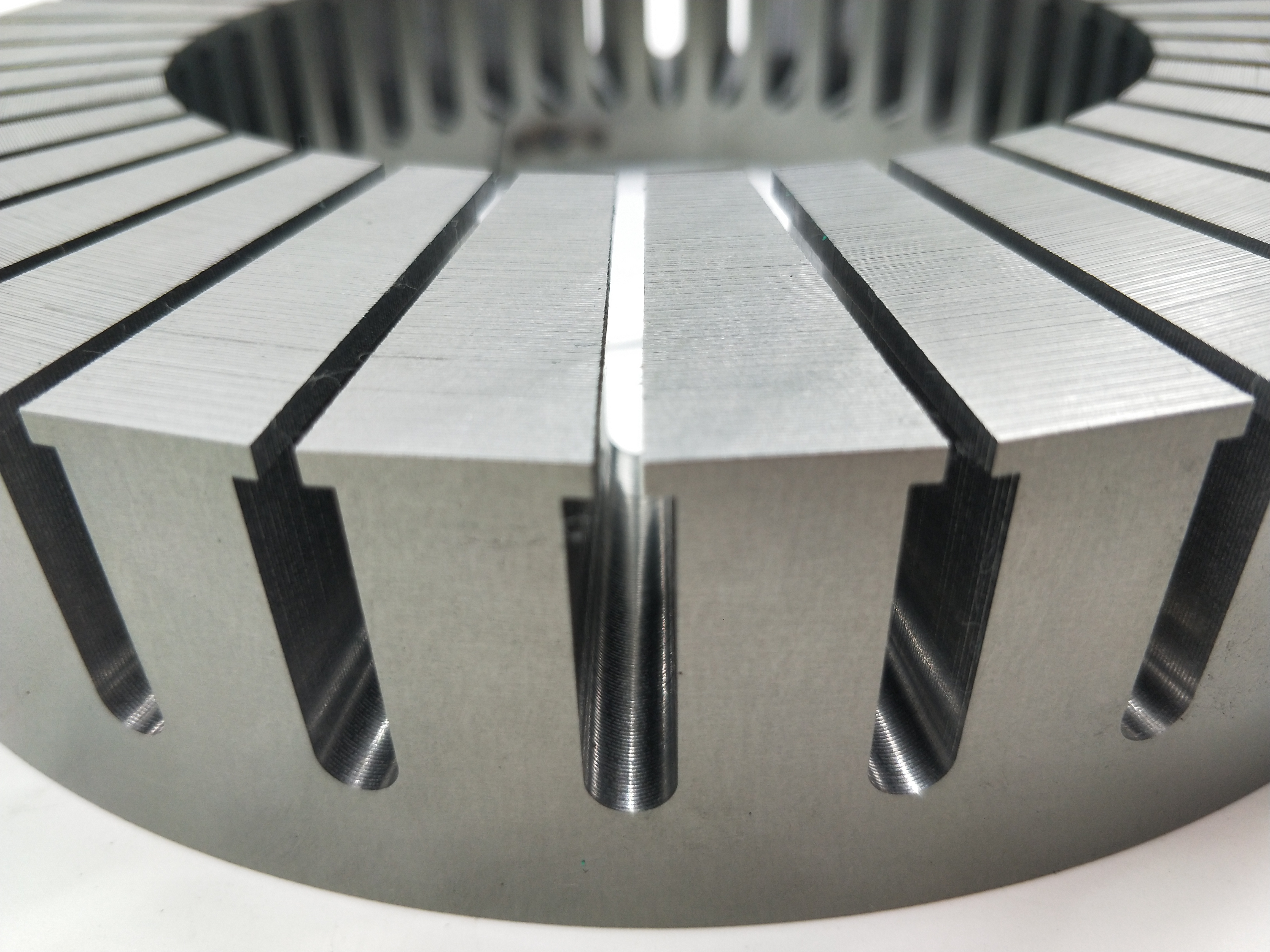 盤式定子沖壓卷繞工藝 盤式定子也叫軸向磁通定子,目前由于其結構緊湊,馬達功率密度高,正在越來越多的領域替代傳統馬達,并且取得了非常好的效果; 盤式定子的生產跟傳統的定子鐵芯有本質的不同,傳統的定子的疊壓方向是通過沖壓或者切割的相同形狀的單片,采用合適的疊壓工藝,從軸向進行疊壓以達到設計產品所需要的參數和高度;而盤式定子是采用專用的沖壓卷繞一體設備,通過專用的沖壓模沖壓槽型,采用伺服同步控制系統,精確控制沖壓的頻率和卷繞的速度,以達到產品從內徑到外徑的一致性對齊; 佰思特專注于盤式定子工藝開發多年,經過多年的研發投入,目前具有6臺自主設計開發的盤式定子沖壓卷繞系統,可以滿足日生產1000pcs的產能需求;由于機器完全是自主設計開發,因此我們可以在2個月內將產能提高3-5倍; 佰思特提供從原材料采購,產品沖壓,卷繞,鉆孔,膠粘,焊接,退火,繞線的一站式盤式定子解決方案,目前已經與多家知名的德國,英國,瑞士盤式電機品牌形成戰略合作,為他們提供綜合性的軸向磁通定子解決方案(AVID, Borgwarner等); 雙面沖盤式定子工藝介紹
雙面沖盤式定子工藝介紹 副標題 
按照一般的盤式電機定子的生產工藝,沖壓與卷繞一體進行,每次沖一個齒的同時,伺服系統帶動卷料進行移動,但是如果定子存在兩個平面均有齒的情況,那又該如何處理呢?存在兩種情況: 1.定子的兩個齒在平行位置: 只需要在設計模具的時候再設計一個沖頭,兩個齒同步進行沖壓即可; 2.定子的兩個齒存在錯位的情況: 由于兩個齒之間的距離隨著卷繞的半徑變大而增大,所以傳統的模具已經無法滿足要求;必須進行動態沖壓模設計,也就是沖頭是運動狀態,其沖壓的時間和周期通過計算機進行精確控制以達到需要的沖壓結果; 佰思特專注再盤式電機定子的生產和工藝研發多年,具備完整的盤式電機定子,從沖壓,鉆孔,磨端面,退火,繞線的生產和制造經驗; 軸向磁通定子去應力退火
軸向磁通定子去應力退火 副標題  一般來說,除了線切割由于其實時對產品進行冷卻液冷卻,其內部熱應力較小,除此之外,所有其他的加工工藝,比如激光切割和沖床沖壓,均會再沖剪截面產生一定的應力,這個應力會破壞硅鋼片內部的磁場分布,從而導致損耗增加,熱應力退火工藝就是為了提高沖壓后產品的性能而進行的特殊處理工藝; 軸向磁通定子一般均采用專用的設備進行沖壓卷繞生產,因此不可避免在沖壓的過程中會在沖壓部位產生一定的沖剪應力,增加電機的渦流頓號;因此針對高性能的軸向磁通定子,我們推薦進行退火熱處理以消除軸向磁通定子內部的應力,提高性能; 佰思特具備多年的定轉子和馬達生產經驗,可以根據不同的硅鋼片材料特性進行針對性的退火處理。 盤式電機定子多邊形糾正
盤式電機定子多邊形糾正 副標題 盤式電機定子是的生產工藝過程為,沖壓+卷繞,通過精密系統控制,同步進行,其齒數和疊壓厚度均通過操作系統設置進行確定; 其實當卷繞進行時,盤式電機定子產品由于齒的材料已經被沖壓剪切掉,因此他無法按照理論的設計圓形的卷繞,而是會變成多邊形,多邊形的邊長跟定子的大小和齒的數量有直接關系; 當定子的外徑偏大(超過200mm),或者其齒數少于24個時,這種多邊形會更明顯; 佰思特通過獨特的技術方案,可以實現盤式電機定子多邊形圓弧糾正,讓所有的定子外徑均趨近于理論的圓弧形狀;下方圖片展示了定子在采用多邊形糾正和沒有多邊形糾正的時候的結果差異;
|


